Welders rely on shielding gases to ensure the integrity of their welds. Welders also rely on MATHESON – not just as a source of supply – but also as a source of insights on process optimization and shielding gas selection.
We can help you navigate the options. The overlapping considerations for welding success are not always simple. Welders need to consider sustainable availability of gas and filler, performance of all consumables, and costs – as well as “big picture” cost factors such as melt-off rate, arc-on time, grinding/cleanup, process alternatives, and numerous others. These factors often combine to build an equation involving complex dependencies.
MATHESON’s experienced team can help you evaluate the choices. Our resolve is to work at your side toward a better solution to your welding challenges, big and small.
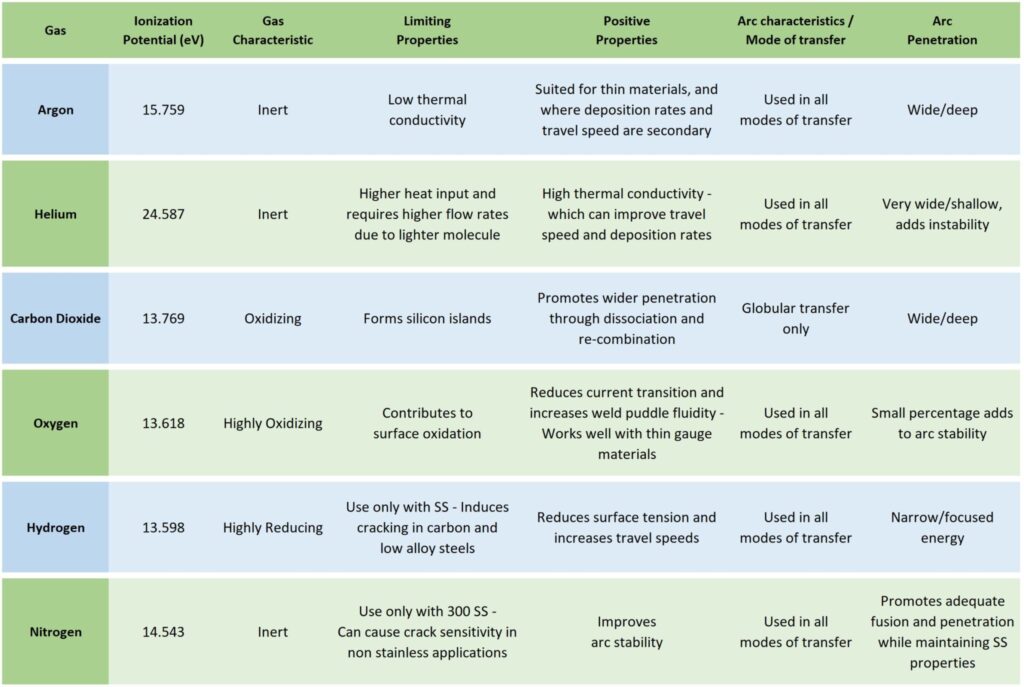
Properties of Shielding Gas Component Gases
This table highlights some the notable properties of the six most common gases used in shielding gases. When used in a mixture, these properties work together – and sometimes against each other – to impact welds made in the real world. Summarizing this complexity in a single table tells only a small part of the story.
Every welding situation is unique – during optimization, adjustments to process parameters (deposition rate, travel speed, wire feed speed, voltage, etc.) and shielding gas composition will combine to have an impact on the finished weld. Optimization can become an exercise of give-and-take. The experienced team at MATHESON can help you learn more about the choices … and the alternative choices, too.
About Shielding Gases
Shielding gases establish the arc and protect the weld pool from contamination. Choices among shielding gases impact wettability, weld penetration, weld profile, spatter, appearance, and other characteristics.
Gases used are typically Ar, He, CO2, H2, O2, and sometimes N2. The right gas for your application might be a single gas, or a mixture with 2, 3, 4, or more components. MATHESON experts can help you evaluate your options.
The ionization potential (measured in electron volts, eV) for a shielding gas is the voltage required to remove an electron from an atom (thus converting that atom to an ion). In practical terms, ionization potential for a shielding gas tells us how easily the shielding gas can form electrically conducting plasma. A lower eV implies easier arc starting. A higher eV implies a hotter arc.
Shielding Gas Categories
At MATHESON, all of our shielding gases meet the AWS A5.32 standard, and fall into three categories:
Conventional Shielding Gases. In the group are the “tried and true” gases and mixtures with which most welders are familiar. These gases are generally available for immediate or quick delivery.
Advanced Shielding Gases. This group tweaks the conventional mixtures and adds some unconventional gases to the menu. Mixture changes can improve results with specific welding applications.
MATHESON Select® Shielding Gases. This group generally includes all of the above. Whereas all MATHESON shielding gases meet the AWS A5.32 specification, MATHESON Select Shielding Gases can be supplied with a certificate of compliance to that standard, in order to help satisfy the requirements of code-compliant welding operations.
Contact your MATHESON Gas Professional to explore the differences and advantages.
Conventional Shielding Gas Choices
MATHESON is committed to the reliable and sustainable supply of these conventional shielding gases and gas mixtures.
These gases are routinely in stock (or are easily brought into stock on short notice) in our stores, and are supplied in a number of different cylinder sizes.
Contact the team at your local store for availability information.

| Argon is the closest we get to a universal choice. In TIG welding (GTAW), it can be used on most materials and for most thicknesses. In GMAW, 100% argon is limited to aluminum and other non-ferrous metals. |
| Helium and Argon are normally combined for use with stainless steel, aluminum, and copper alloys. |
| Oxygen and Argon (typically with 2-5% oxygen) are used with GMAW pulse or spray of mild and low alloy steel, and sometimes stainless steel. Oxygen is never used as a shielding gas at 100%. |
| Helium, Argon and Carbon Dioxide are popularly referred to as “tri-mix” (He, Ar, CO2). This mixture – in varying percentages – is a widely-used choice for GMAW on stainless steel. Although the most common assumption is that tri-mix is 90% He, 7.5% Ar, and 2.5% CO2, it is prudent to specify the blend percentages when you ask for “tri-mix,” because there is no specific standard. |
| Carbon Dioxide and Argon are most often used for GTAW, GMAW, FCAW of ferrous metals. The familiarly-named mix “75/25” is 25% CO2 in argon, but other blend percentages are also useful. Lower concentrations of carbon dioxide may sometimes be used, depending on material type, thickness, and process in use. |
| Carbon Dioxide is rarely used alone outside of FCAW, but 100% carbon dioxide can be useful in some applications. |
| Helium is another shielding gas that is rarely used alone. Occasionally, 100% helium may be used on some copper alloys. Typically, however, helium is mixed with argon or is used in tri-mix. |
For some large shops or high throughput manufacturing operations, any of these gases can be supplied in bulk – and mixed onsite using a mixing panel. Argon and oxygen can be supplied as a pre-mixed liquid. Contact us for additional information.
Advanced Shielding Gas Choices
The adage “one size does not fit all” also applies to shielding gases. A conventional choice may not be optimal for your specific application.
For some applications – particularly those that will be part of a standard operation for a long-standing period of time – it makes sense to “fine-tune” the shielding gas mixture (along with the process parameters and filler material) to a point that is the most optimal for quality, cost, throughput, and other important measures.

The result might be a two-, three-, or four-component mixture that can make a real difference over the long haul. Gas and parameter choices will impact characteristics such as travel speed, porosity, weld penetration, weld appearance, spatter, post-weld, failure rates, overall productivity, and operator comfort.
Often, an advanced shielding gas mixture is useful in stainless steel applications involving 300-series Stainless. Very often, the special welding requirements that often accompany the use of duplex stainless material or exotic nickel-chromium alloys will benefit from thoughtful evaluation of the shielding gas mixture (and other welding parameters).
In addition to argon, carbon dioxide, oxygen, and helium …
- Nitrogen can be added to promote improved fusion and penetration with 300 series SS, while retaining stainless steel appearance and properties.
- Hydrogen can be included which can help produce an arc that is narrower and more focused. This can be helpful for producing narrower welds.
In the end, the ideal shielding gas is chosen after all the options are considered – not just the options that are “in stock.” Your MATHESON Gas Professional can help you navigate the options and explore the benefits. Contact us for additional information.
MATHESON Select® Shielding Gases
If your welding operation has chosen to be (or aspires to be) compliant with published standards, you have made a commitment not only to quality, but also to satisfy AWS, ISO, or ASME documentation requirements.
The complete line of MATHESON Select® Shielding Gases addresses your gas compliance requirements by being certified – each cylinder – to conform to AWS A5.32 standards.
MATHESON Quality + Enhanced Documentation
- AWS A5.32 compliant homogeneous mixtures ensure consistently high mechanical properties and reduced porosity
- Certificates of Conformance available for MATHESON Select® gases
Ask your MATHESON Gas Professional for additional information about MATHESON Shielding Gases, MATHESON ADVANCED Shielding Gases, and MATHESON Select® Shielding Gas documentation. Contact us for additional information.
MATHESON Select® Shielding Gases – Summary
MATHESON Select® He-25 for GTAW and GMAW on Aluminum
MATHESON Select® HC-725 for GMAW on Nickel-based Alloys
MATHESON Select® HC-1018 for FCAW on Steel; GMAW on Galvanized Steel
MATHESON Select® H-3 for GTAW on Stainless Steel
MATHESON Select® APN-10 for GMAW on Aluminum